

TÓM LƯỢC CÔNG NGHỆ MẠ CROM HÓA TRỊ BA
Tác giả: Mark Schario, Phó Chủ tịch Công ty Columbia chemical Corp. Cleveland, USA.
Dịch giả: Trần Bình Ân - Công ty CP METATECH – đại diện độc quyền của Columbia Chemical tại Việt Nam.
Bài viết này đề cập đến các quy định môi trường gần đây, các yêu cầu cao hơn về chất lượng và hiệu quả khiến việc chuyển đổi từ mạ crom hóa trị sáu (Cr6+) sang mạ bằng crom hóa trị ba (Cr3+) trở nên cần thiết. Thông tin bổ sung cũng sẽ được cung cấp về các thông số vận hành của quy trình mạ Cr3+, thành phần dung dịch mạ cũng như một số xử lý sự cố.
Lịch sử:
Năm 1939, Cục Mỏ địa chất Hoa Kỳ đã bắt đầu nghiên cứu và phát triển quy trình luyện kim điện tử vào những năm 1940. Union Carbide cũng bắt đầu nghiên cứu về Cr3+ vào thời điểm này. Họ đã cùng nhau vượt qua được nhiều trở ngại trong kỹ thuật mạ Cr3+. Albright Wilson đã phát triển thêm quy trình mà quan trọng nhất là tìm ra các chất phụ gia để ngăn chặn sự hình thành Cr6+ và phương pháp để kết tủa các tạp chất kim loại. Về mặt hóa học thì Albright Wilson đã tạo ra hệ chất điện ly hỗn hợp sunfat/clorua. Ngoài ra cũng có các nghiên cứu khác dựa trên hệ chất điện ly chỉ có sunfat.
Hiệu suất - chất lượng:
Vào năm 1975, ASTM đã tiến hành các thử nghiệm cho thấy lớp mạ Cr3+ hoạt động tốt hơn so với lớp mạ Cr6+ trong các thử nghiệm điều kiện ngoài trời. Gần đây USCAR cũng đã thực hiện các thử nghiệm phơi mẫu ngoài trời và xác nhận rằng Cr3+ hoạt động tốt hoặc thậm chí tốt hơn lớp mạ Cr6+ thông thường trong thử nghiệm phơi mẫu ngoài trời.
Hơn nữa, quy trình clorua hoặc sunfat/clorua hỗn hợp hoạt động tốt hơn quá trình hóa học sunfat trong môi trường clorua canxi (có tính ăn mòn cao).
Lịch sử hoạt động:
Mạ Cr3+ đã được sử dụng trong các ứng dụng ngoại thất trong nhiều năm, với ngành công nghiệp vận tải đường bộ đã chỉ định mạ Cr3+ trong 30 năm qua. Quy trình sunfat/clorua đã cho thấy tuổi thọ của chất điện phân rất bền, dung dịch rất ổn định, dễ sử dụng và hiệu suất chống ăn mòn bên ngoài tuyệt vời. Các thử nghiệm tại hiện trường của lớp mạ Cr3+ xác nhận kết quả thử nghiệm được thực hiện bởi ASTM. Thử nghiệm gần đây của USCAR cũng đã xác nhận những kết quả này. Ưu điểm của khả năng phủ được cải thiện và độ dày đồng đều nên ngay cả với các chi tiết hình thù phức tạp thì cũng không phải sử dụng các dương cực phụ.
Quy định: Những thay đổi về quy định trong Liên minh Châu Âu đã đẩy nhanh việc chuyển sang mạ Cr3+. Với việc mạ Cr6+ sẽ bị cấm tại Liên minh Châu Âu vào năm 2021, nhiều nhà sản xuất; đặc biệt là các nhà sản xuất toàn cầu, đã chỉ định hoặc đang trong quá trình chỉ định Cr3+ trên bản thiết kế của họ để đáp ứng các quy định mới. OSHA và EPA tiếp tục thông qua luật bắt buộc chuyển đổi từ mạ Cr6+ sang mạ Cr3+.
Cải tiến gần đây: Công nghệ mạ Crom hóa tri ba đã liên tục cải tiến theo các kinh nghiệm vận hành quy trình. Công nghệ mạ Cr3+ sẽ giảm tỉ lệ hàng hỏng và dễ kiểm soát hơn so với mạ Cr6+. Kết hợp thêm với những lợi thế xử lý chất thải nên mạ Cr3+ trở thành một lựa chọn rõ ràng cho tương lai.
ĐIỀU KIỆN HOẠT ĐỘNG CỦA DUNG DỊCH ĐIỆN LY SUNFAT/CLORUA
Khuấy trộn: Khuấy trộn nhẹ giúp phân bố đều, bổ xung chất điện ly tới bề mặt lớp kép catốt và duy trì sự đồng nhất về nhiệt độ. Nếu khuấy trộn nhẹ có thể tăng độ che phủ nhưng nó có thể làm giảm tốc đô mạ.
pH: pH của dung dịch ảnh hưởng đến cả tốc độ mạ và khả năng che phủ tại khu vực mật độ dòng điện thấp. Nói chung pH thấp hơn tạo ra tốc độ mạ cao hơn nhưng lại kém che phủ tại khu mật độ dòng điện thấp. Độ pH cao hơn sẽ dẫn đến tốc độ mạ chậm hơn, nhưng sẽ cải thiện độ phủ mật độ dòng điện thấp. Độ pH thường được duy trì từ 2,5 đến 3,5 đối với hầu hết các chất điện giải.
Nhiệt độ: Nhiệt độ thường được duy trì trong khoảng 27-38°C. Nhiệt độ cao hơn sẽ làm tăng tỷ lệ mạ nhưng đồng nghĩa với việc giảm độ che phủ. Nhiệt độ thấp hơn có xu hướng cải thiện màu sắc của lớp mạ.
Mật độ dòng điện cực âm (catốt): Nói chung, mật độ dòng điện catốt phải càng thấp càng tốt để dễ dàng cho vận hành qua đó thì không cần làm mát dung dịch, giảm công suất máy chỉnh lưu và giảm tiêu hao các chất phụ gia.
Tăng mật độ dòng điện có thể không dẫn đến việc cải thiện độ dày của mạ vì hiệu suất catốt giảm khi tăng mật độ dòng điện, nhưng cũng giúp tăng khả năng che phủ. Độ dày lớp mạ phụ thuộc vào thời gian và mật độ dòng điện. Thông thường, crom sẽ được kết tủa với tốc độ khoảng 4-5 phần triệu inch mỗi phút (0,10 - 0,125 microns/phút). Dải mật độ dòng catốt điển hình là 8.1 A/dm2 trở lên.
Mật độ dòng điện cực dương (a nốt): Các cực dương bằng than chì đặc biệt thường được sử dụng và mật độ dòng điện cực dương thường được duy trì dưới 5 A/dm2. Các cực dương graphit vô cùng bền vững trong các điều kiện quản lý vận hành tốt.
THÀNH PHẦN CƠ BẢN CỦA DUNG DICH ĐIỆN LY SUNFAT/CLORUA
Muối pha mới: Những loại muối này thường được cung cấp để cung cấp muối crom, muối dẫn điện và các hợp chất đặc biệt khác khi pha dung dịch mới. Những vật liệu này thường được thêm vào với liều lượng do nhà sản xuất quy định, nhưng thông thường là 400 g/L. Nồng độ này dễ dàng được kiểm soát bằng đo tỉ trọng riêng hoặc phân tích hóa học.
Chất tạo phức: Cr3+ phải được mạ từ một phức chất. Thành phần này được kiểm soát thông qua tiêu hao theo ampe-giờ và phân tích hóa học.
Chất chống bay hơi: Chất chống bay hơi thường được thêm vào để giảm thiểu bay hơi dung dịch ra môi trường . Mặt khác chất này còn giúp cải thiện độ đồng đều lớp mạ và tăng khả năng chịu tạp chất của dung dịch.
CÁC ƯU ĐIỂM CỦA DUNG DỊCH ĐIỆN LY SUNFAT /CLORUA
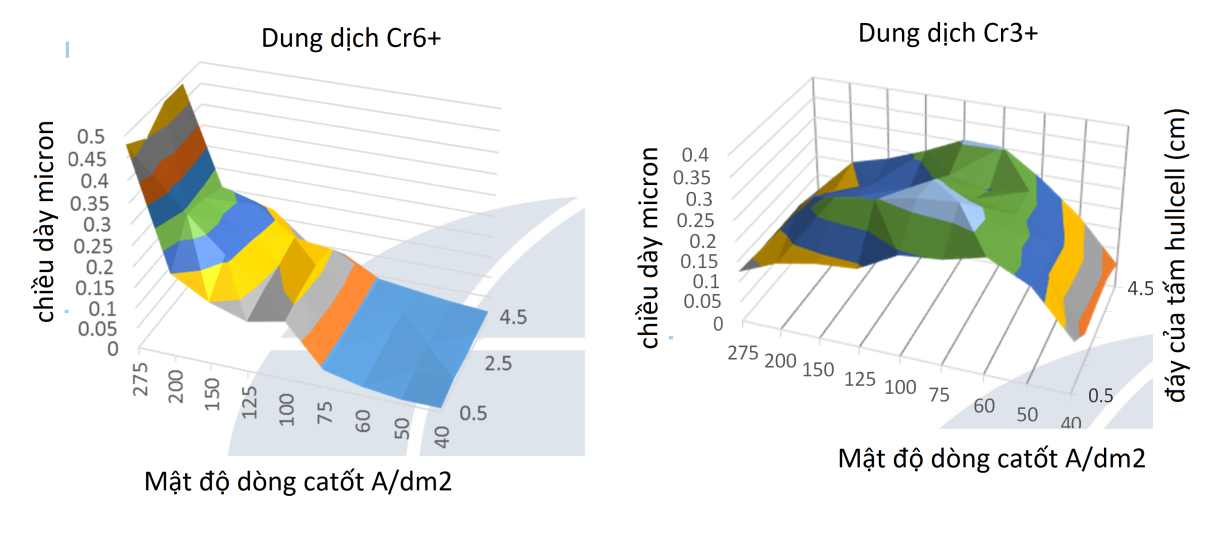
Các lợi thế trong vận hành bể mạ Cr3+ là rõ ràng. Hiệu suất catốt của Cr3+ giảm khi mật độ dòng điện tăng, điều này khiến cho lớp mạ gần như không thể bị cháy. Ưu điểm này cho phép sử dụng mật độ dòng điện cao hơn và khả năng bao phủ tốt hơn khi so sánh với mạ Cr6+.
Biểu đồ tương quan giữa độ dày và mật độ dòng dung dịch Cr6+ so với dung dịch Cr3+
DỊCH VỤ:
METATECH tư vấn thiết kế quy trình mạ, cung cấp đồng bộ phụ gia mạ Cr3+, điên cực graphit đặc biệt, nhựa lọc và toàn bộ các hóa chất phụ gia cho một dây truyền mạ.
Liên hệ:
CÔNG TY CỔ PHẦN CÔNG NGHỆ VẬT LIỆU METATECH
Địa chỉ văn phòng HN: S02 - Tòa D’Eldorado 1, 659A Lạc Long Quân, P.Xuân La, Q.Tây Hồ, TP.Hà Nội
Địa chỉ văn phòng HCM: 86/59 Phổ Quang, Phường 2, Q.Tân Bình, TP. HCM
Website: https://metatech.vn
Fanpage: https://www.facebook.com/metatechvietnam
Hotline khu vực HN: 0988.956.546 hoặc 0989.491.366
Hotline khu vực HCM: 0963.867.366 hoặc 0969.678.756
